





EVO2 Extruder
NORDIMPIANTI’s EVO2 Extruder machines have been designed for the production of a wide range of prestressed concrete hollow core slabs both for floors and walls on long production beds.
The machine offers a cost-effective solution for companies who are looking for a flexible approach to produce hollow core slabs in various sizes.
The Extruder machine casts elements in a single phase using the extrusion method without the need for vibration thus keeping the noise of the machine to a minimum.
Concrete is pushed into place around the forming tubes by the Archimedean screws ensuring an excellent level of compaction at every point along the element.
The forming tubes and the side formers create the shape and the voids of the element.
The machine is modular and the power unit together with the hopper can easily be transferred to another forming insert to enable a slab with a different height to be produced.
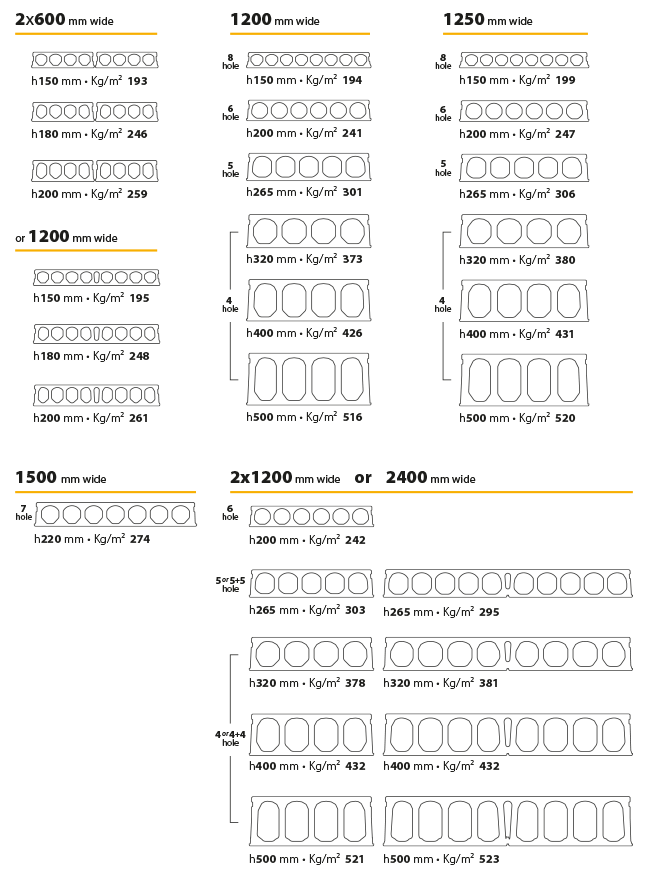
Standard element heights range from 120 mm to 520 mm and are available in widths of 600 mm, 1200 mm, 1250 mm, 1500 mm and 2400 mm.
The heights of the elements, as well as the thickness of the vertical ribs can be varied within certain limits according to the application and the element specifications required.
Models

EVO2 Extruder
Modular and Interchangeable
Comparison table +
The NEW EVO2. A good machine just got better.
Elements that can be produced +

Technology
How it works
Read more +
Description

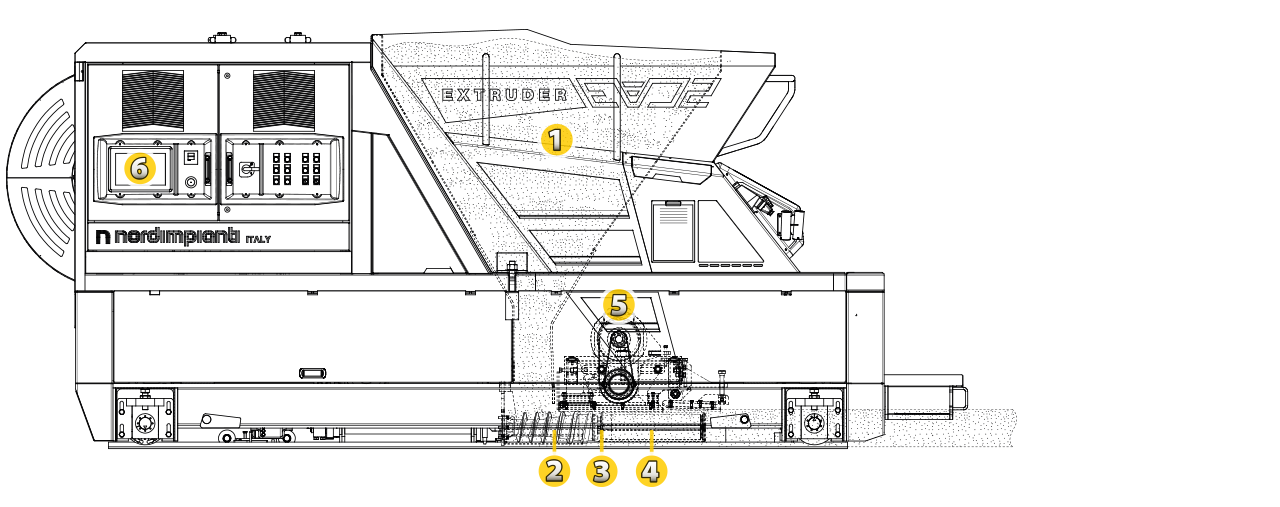
Power unit
The universal power unit houses the main motors, the drive motors and the control panel. The power unit, together with the hopper can be easily and quickly transferred to another forming insert to produce a different element.

Hopper
The concrete is delivered to the machine’s hopper. The concrete then falls onto the Archimedean screws of the forming insert.
The hopper has a minimum level sensor which stops the machine if there is not enough concrete. This device stops the machine in order to avoid the situation where element damage can occur if the machine is completely out of concrete.
When the hopper is refilled the Extruder automatically restarts.

Forming insert
The forming insert contains the special gearbox with an oil bath for the transmission components. It also contains the Archimedean screws, forming tubes, side formers, smoother and the wire guides.
The height of the hollow core slabs and the number of voids is determined by the forming insert. Different element heights can be manufactured by changing the forming inserts. The standard forming inserts produce hollow core slabs with 8, 6, 5 or 4 holes.
Forming insert
8,6,5,4
hole

8 screw forming insert
HC slabs 150 mm high

6 screw forming insert
HC slabs 200 mm high

5 screw forming insert
HC slabs 265 mm high

4 screw forming insert
HC slabs 320-500 mm high

Production flexibility
The 4 screw forming insert is capable of producing hollow core slabs with different heights by simply changing some components supplied as an accessory set. This accessory set consists of the following:
• Forming tubes (1)
• Smoother device (2)
For the 4 screw forming insert the accessory sets can be supplied to enable panels between 320 mm and 500 mm high to be produced. Special accessory sets are also available for other forming insert types.
Technical data
Main Advantages
of NORDIMPIANTI’s Extruder machines
The new EVO2 a good machine just got better
• Strong build quality
• Minimum cost of ownership
• Low maintenance requirements
• Minimum downtime for product changing
• Automatic operation
• Excellent end product quality

Design and engineering
Made in Italy

Trasmission in oil bath

New smoother

New cardan joint system
between shaft and trasmission

User friendly interface

No need for extra
access ladders

Inspection lamp

Water tank with spray system
on upper cables (Optional)

New screw designs

New side formers

New side formers

New hopper

Hook holders

Improved rear
work platform

New led lamp

Low maintencance cost

Independent screw motors

Dynamic machine control
DCM (Optional)

Inverter controlled
motor speed

Tool holder compartments

Auxiliary power socket
repositioned

Production schedule support

New concrete conveyor

Excellent surface finish
Floors
and
Walls
 for Walls
for Walls
Production of prestressed hollow core slabs for Floors and Walls
With the NORDIMPIANTI Extruder EVO2 machine it is possible to produce hollow core slabs for floors and for walls.
The production system gives a good surface finish on both sides of the element (one side is smooth because of the steel casting bed and the other side is given an excellent finish by the smoother device on the casting machine). It means that the panel is finished, ready for painting if required.

for Floors

Production of special elements
NORDIMPIANTI’s EVO2 Extruder can also be equipped to produce hollow core slabs for floors with profile edge keys along the sides of the element. These enable the elements, when constructed together to meet seismic requirements.
The particular corrugated side edge is made by special edge cog rollers.

Gallery

Extruder EVO2

2.4 m wide Extruder EVO2

Individual screw speed, easy to adjust in operator

Trasmission in oil bath

New screws design with even more lifetim

New design for the smoother device

User friendly interface

Minimum downtime for forming insert chan

Low maintencance cost

Excellent surface finish

Excellent concrete compaction and steel wire

 Contact Us
Contact Us